Created a project to get some heavy gauge practice on. The heavy stuff was good for me and my aging eyes as it's like looking at the puddle under a microscope.

Basically I welded a piece of seamless tube with a 12mm wall and 34mm ID to a 13.5MM base plate. The tube was beveled at 45* giving it an approx. 7mm face.
Tube fuse tacked to base.

I alternated fusing opposed 20mm sections.
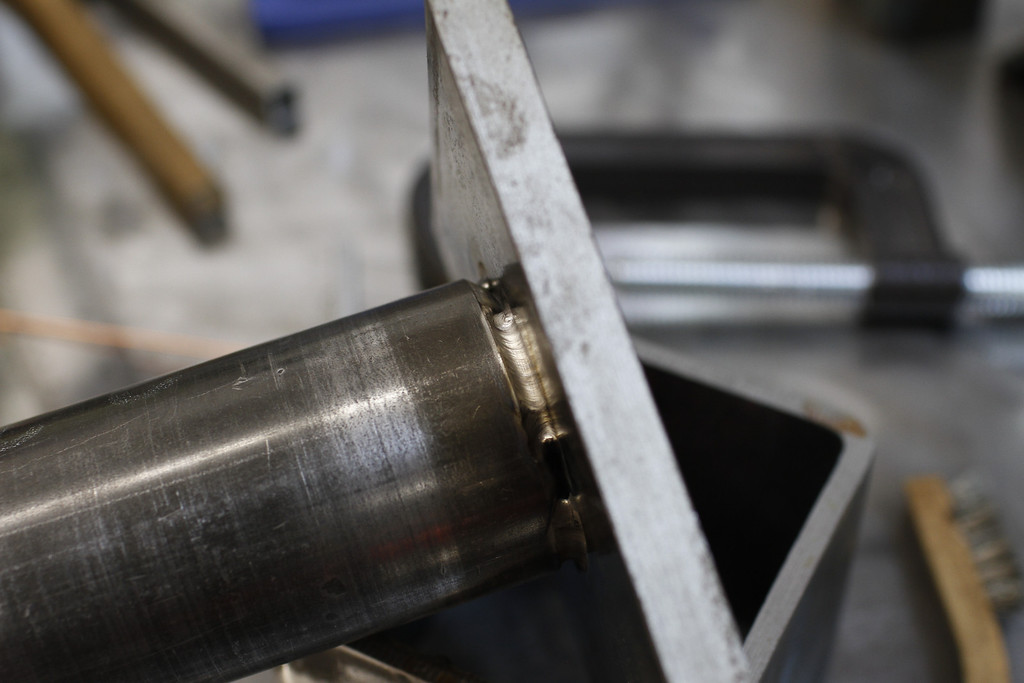
Fused 360*
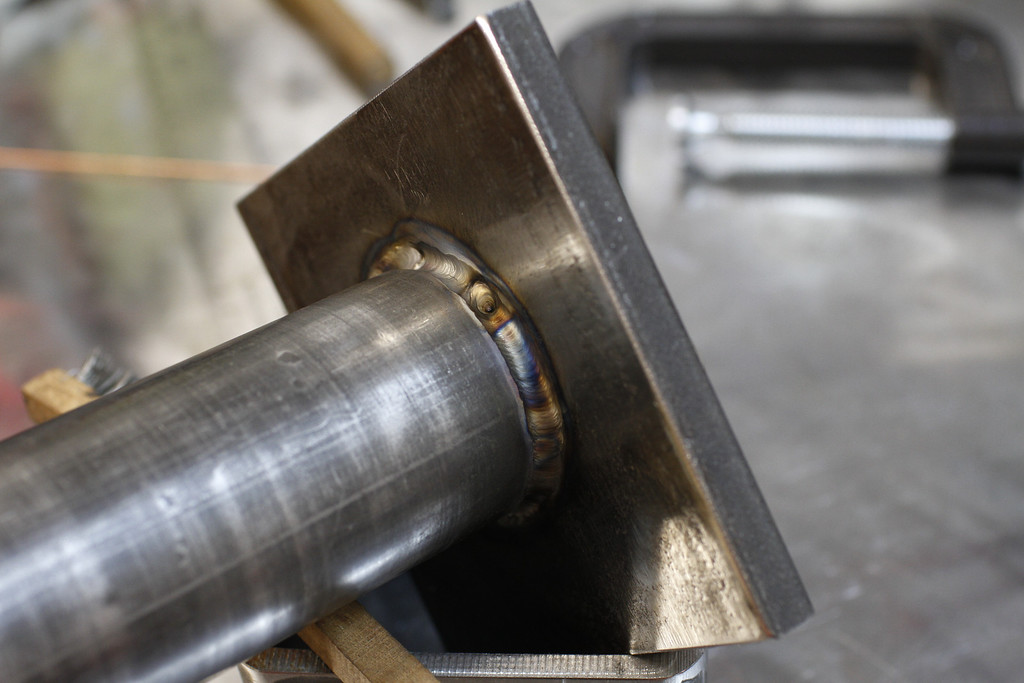
Then I started experimenting laying cover passed by dabbing 1/16 70S rod and 3/32 70S, then lay-wire method with 3/32. I lost control of the heat due to puddle chasing mainly related to poor positioning/posture techniques.

Final pass using 3/32 lay-wire and weave pattern with the torch.

End result

I plan on stress testing it in the near future.
The larger material was good practice for me as most of my practice has been at a much smaller scale. The visual scale made connecting the dots much easier. A water-cooled torch would have been nice to protect from the material heat, surprisingly the torch never got uncomfortable with my non-insulated TIG gloves. A TIG Finger for heat protection would have been nice when propping on the tube though. Ended up laying my insulated MIG glove over it.





































 Brian Hobaugh SCCA National Tour June 2014
Brian Hobaugh SCCA National Tour June 2014 First Hemi 'Cuda Convertible Ever Built
First Hemi 'Cuda Convertible Ever Built Short clips: Goodguys Pleasanton autocross and pit videos
Short clips: Goodguys Pleasanton autocross and pit videos









 Linear Mode
Linear Mode

